专业文库
生产中,制砂机要注意什么?10项操作要求,6个注意事项告诉你
发布日期:2018-04-27 浏览次数: 次
生产中,制砂机要注意什么?10项操作要求,6个注意事项告诉你
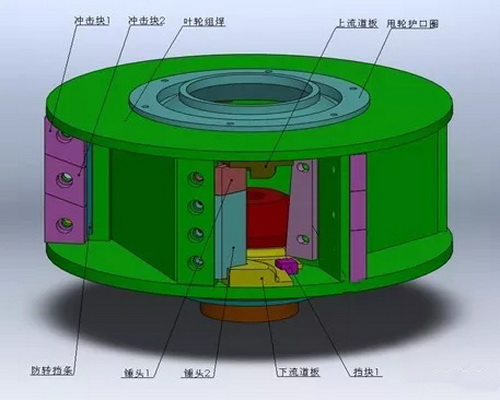
制砂机的操作规范(立轴冲击式破碎机为例)
1、开车前检查涡动腔观察门是否关紧,以防止砂石从涡动腔观察门冲出,发生危险。
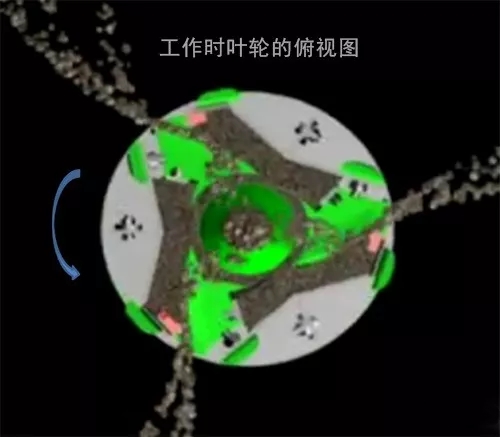
2、检查叶轮旋转方向,从入料口方向看,叶轮应逆时针方向转动,否则应调整电动机接线。
3、制砂机与输送设备的启动顺序为:排料→制砂机→给料。
4、制砂机必须空载启动,待运转正常后方可给料。停机顺序与开机顺序相反。
5、入料颗粒严格按规定要求,禁止大于规定的物料进入制砂机,否则,会引起叶轮的不平衡及叶轮过分磨损,基至造成堵塞叶轮通道及中心入料管,使制砂机不能正常工作,发现过大块入料应及时排除。
6、排料设备停动时,应及时停止给料,否则,会压死叶轮,烧毁电动机。
7、给料应均匀连续。
8、制砂机运转过程中,不得有剧烈振动和异常噪声,否则,应停车检查。
9、机器的润滑:采用要求的车用润滑脂特级,加入量为轴承空腔的1/2-2/3,制砂机每工作一班时,添加适量润滑脂。

使用制砂机的注意事项
1、制砂机轴承箱正常运行温度是40℃~60℃,最大允许温度是70℃,运行半小时后,如果温度超过70℃,说明轴承箱存在一定的问题,应及时停机检修。
2、制砂机负荷运行时,给料粒度不允许超过设备所允许的最大粒度。
3、制砂机初期给料时,通常会有大约30~60s的非平衡过程,这种情况下不能停止给料,尽可能加大给料量,直至振动降下来。当给料颗粒较大时,会产生断断续续的振动,几秒种后回到正常状态,这是由于转子的某一抛料头滞留石子,形成积料后又被冲走引起的正常情况,无需紧张。
4、制砂机运行过程中振动加剧,表明耐磨件与转子间可能有非均匀的磨损,是由非匀称的转子与积料引起的不平衡状态,或皮带轮的锥套松动等原因引起的。在排除正常振动后,可停机检查。此外可以设定安装在制砂机上的振动开关,当它检测到不平衡振动时,在发生设备损坏和人员伤害前主动停机。
5、制砂机的转子耐磨零件是为保护转子本体免遭磨损而设计的。为了保证制砂机无故障运行,必须将转子耐磨零件和机器内部料衬的检查纳入常规,不能满足一个工作班的磨损零件应及时更换。设备每运行8-10小时,应检查转子、制砂机内部及外观,向轴承箱加注润滑脂等。
6、检查制砂机电机的电流,如果电机电流过大,电机过载,应减少给料量,直到电流值正常。
分享:
中国砂石协会
2018年04月27日
- 会员企业
- 理事单位